Description
Vister Belts presents the MRF Stone Crusher Conveyor Belt, perfect for heavy-duty and high-throughput industrial applications.
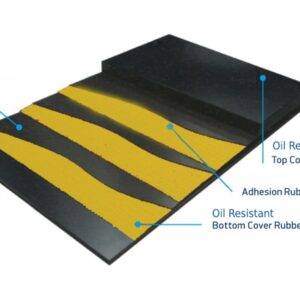
Our belt is made of superior quality rubber and reinforced with multiple layers of canvas and nylon fabric. This combination ensures a long-lasting durable product that can handle the toughest crushing applications. The belt is designed to be oil and fire-resistant, as well as resistant to wear and tear. It is also designed to provide superior grip and traction to keep the material in place.
The belt has a maximum width of 2200 millimeters and a maximum length of 990 meters. It is designed to operate at a maximum speed of 5 meters per second. The belt also has a maximum tensile strength of 4500 Newton per meter. It has an operating temperature range of -40°C to +60°C.
The MRF Stone Crusher Conveyor Belt is designed and manufactured to meet the stringent requirements of the mining and quarrying industry. It is perfect for transporting heavy and abrasive materials, such as stones and rocks, ensuring a safe and efficient operation.
Our belt is easy to install and maintain, making it a hassle-free product for your industrial needs.