Description
The ContiTech Mining Conveyor Belt, provided by Vister Belts, is a robust solution that caters to mining operations of all scales. It comes equipped with advanced design features and a sturdy construction that enables it to handle heavy loads and endure harsh operating environments effortlessly. Vister Belts takes pride in offering this high-performance conveyor belt.One of the key benefits of the ContiTech Mining Conveyor Belt is its superior resistance to abrasion and cutting. Made from high-strength synthetic materials, this belt is built to withstand the toughest wear and tear that mining operations can dish out. It is also flame-resistant and meets all relevant safety standards, making it a reliable and secure option for underground mining environments.
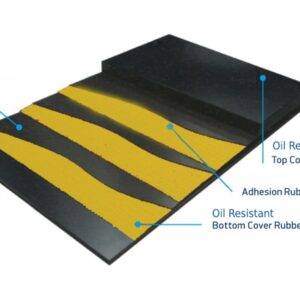
The ContiTech Mining Conveyor Belt is available in a range of widths and lengths to suit any application. It features a multi-ply construction for added strength and durability, and is designed to run smoothly and quietly with minimal vibration. Its optimized rubber compound also ensures excellent adhesion and low rolling resistance, helping to reduce energy consumption and improve overall efficiency.
In addition to its outstanding technical specifications, the ContiTech Mining Conveyor Belt is also easy to install and maintain. It can be spliced quickly and easily using a range of tools and techniques, and is compatible with a variety of conveyor systems and accessories. It is also backed by ContiTech’s world-class customer service and support, ensuring that you can rely on it for years to come.
In summary, the ContiTech Mining Conveyor Belt from Vister Belts is a top-of-the-line solution for any mining operation that demands the best in terms of performance, durability, and safety. Contact us today to learn more about this product and how it can benefit your business.