Description
We are proud to offer our premium line of MRF Fire Resistant Conveyor Belts. Our belts are designed to provide maximum protection from fire and heat, making them ideal for use in hazardous industrial environments and facilities. The belts are constructed using flame-retardant compounds and high-temperature resistant fabrics, which ensure that they perform safely and effectively in extreme conditions.
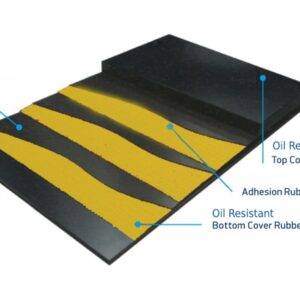
The MRF Fire Resistant Conveyor Belt is designed with a special top and bottom cover rubber compound that provides superior fire resistance and heat resistance. This compound is extremely durable, and can withstand temperatures up to 800° C (1472° F). The belt is also designed to prevent sparks and flames from igniting combustible materials, making it ideal for use in combustible environments.
The MRF Fire Resistant Conveyor Belt is available in a variety of widths, lengths, and thicknesses, allowing you to choose the perfect belt for your application.
Our MRF Fire Resistant Conveyor Belts are designed to meet the highest safety standards, and are perfect for use in hazardous industrial environments. With its superior fire and heat resistance, the MRF Fire Resistant Conveyor Belt is an ideal solution for any facility.