Description
Introducing Vister Belts’ MRF Rubber Conveyor Belt – for all your material handling needs.
The MRF Rubber Conveyor Belt is made from a high-grade synthetic rubber blend that ensures superior strength and superior wear resistance. The belt is designed to provide maximum tensile strength and strength-to-weight ratio, making it ideal for heavy-duty applications.
The belt is equipped with a polyester-nylon carcass and a tensile strength of up to 800N/mm. It has a wide range of applications and can be used for a variety of materials, including sand, gravel, coal, ores, and other particles.
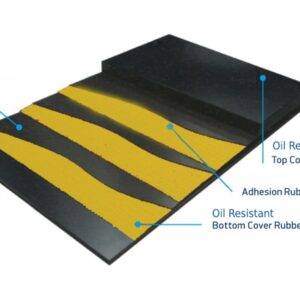
It is also resistant to oils, acids, and other chemicals, making it suitable for use in chemical plants and other industrial applications. The belt is equipped with a unique cleat design that provides superior grip and tracking, making it suitable for wet and dry environments.
The belt is designed with a high-tensile steel cord core and a polyester-nylon cover, ensuring superior strength and flexibility. The belt also features a unique wear cover that provides superior abrasion resistance and extends the life of the belt.
The MRF Rubber Conveyor Belt is available in a variety of sizes and configurations to suit your specific material handling needs. It is designed for maximum efficiency and ease of installation, making it an ideal choice for any business.
So, if you’re looking for a reliable, high-performing conveyor belt for your material handling needs, look no further than Vister Belts’ MRF Rubber Conveyor Belt.